-
METAGLAS® Technical Info

Technical Information — Table of Contents
- INTRODUCTION
- PRODUCT ASSORTMENT
- METAGLAS DISCS
- THREADED METAGLAS WINDOWS
- MATERIALS OF CONSTRUCTION
- TEST RESULTS
- INSTALLATION
- REWORKING
- ACCESSORIES
- PRESSURE TESTS BY MANUFACTURER
- MATERIAL CERTIFICATES
- APPROVALS
- APPLICATIONS
- DRAWINGS & ADDITIONAL TECHNICAL DATA
- FM TESTING
- METAGLAS® WINDOW HISTORY
- PRECAUTIONS REQUIRED WITH NON-METAGLAS® WINDOWS
1. INTRODUCTION
METAGLAS® is a registered trade name for a series of sight-window products of unmatched strength and integrity. They are made by melting circular glass inside a metal frame. This results in fusion of glass and metal. Upon cooling, the glass solidifies and the difference in the linear coefficient of thermal expansion between glass and metal then produces forces that create a uniform compressive stress throughout the glass. Because the glass prevents the metal ring from shrinking to its theoretical size, it remains in tension. This high degree of mechanically induced compressive stress makes METAGLAS the strongest and most secure glass for sight window or visual flow indicator applications.
2. PRODUCT ASSORTMENT
Products include discs, flanges, threaded, sanitary clamp and aseptic sight windows to existing standards or to customer specifications.
3. METAGLAS DISCS
Construction: Glass fused inside a metal ring Application: Clamping between flanges, e.g. as a replacement for conventional glass discs in sight windows and visual flow indicators.
3.1 Standard Disc Product Range Sizes (outside diameter and thickness) and tolerances to fit between:
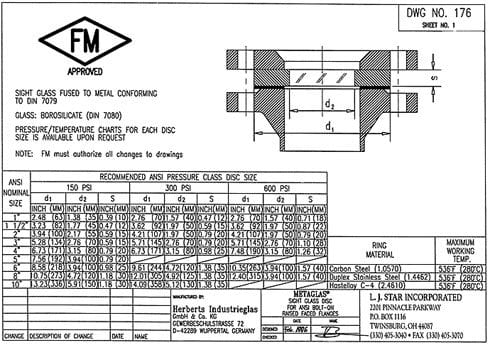
- Customer’s R.F. ANSI B16.5 flange and retainer (bolt-on). See Dwg. 176. Sizes 1/2″ – 10″.
- Model DIN 28120 Sight Port (weld-type). See Dwg. 173.
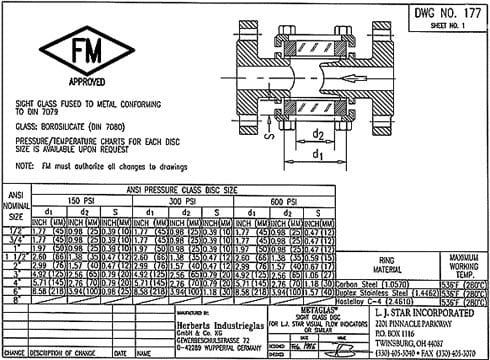
- Visual Flow Indicators. See Dwg. 177.
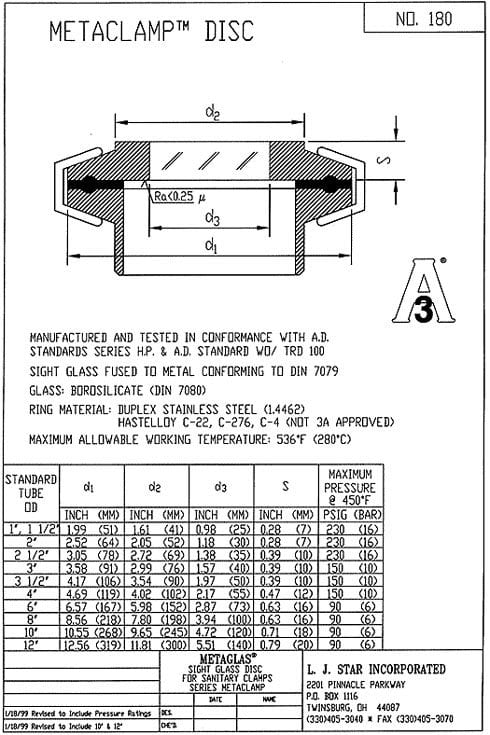
- MetaClamp™ discs with special configurations to meet Sanitary 3-A specifications. See Dwg 180.
Materials: Glass – Borosilicate acc. DIN 7080 Metal – Carbon Steel, Duplex SS, Hastelloy, Monel
Dimensions:See Drawings. ANSI Rated Operating Pressure: 150 – 600 PSIG
Temperature Range:See section 5.
< 5″ : ± 0.02″
5″ – 8″ : ± 0.0315″
> 8″ : ± 0.0394″
Thickness : ± 0.0315″
3.2 Additional Disc Products
- Discs sized to fit between tongue and groove and RTJ flanges
(Dwg. upon request) - Discs having dimensions other than standard sizes.
Size (outside diameter) range: 20-365 mm (25/32″ – 14-3/8″) Pressure range: To several thousand PSI depending on dimensions: outside diameter, inside (view) diameter, and thickness Materials: as above - Flat-faced flanges, DIN PN 6-40 Connection size according to DIN 2501 – BS 4504 – NFE 29 201.
Caution: Requires a parallel flat face mating flange. See sec 4.1 Materials: as above Dimensions: Drawings Available. - Flat-faced flanges, DIN PN 6-40 Connection size according to DIN 2501 – BS 4504 – NFE 29 201.
Caution: Requires a parallel flat face mating flange. See sec 4.1 Materials: as above Dimensions: Drawings Available.
4. THREADED METAGLAS WINDOWS
Construction: Glass inside a smooth- bore threaded bushing, flush on bottom side
Application: Threading into a female out- let or cover plate
- Round headed bushings with metric or BSP thread
- Hexhead Bushings with NPT-thread
Size Range: 3/8″ to 2 1/2″ NPT et.al. M18x1.5 to M78x2
Maximum Operating Pressure: Function of design and size
NOTE: Threaded products, although partially defined per drawings, are not standard production items. Consult factory.
5. MATERIALS OF CONSTRUCTION
Metals: Products include discs, flanges, threaded, sanitary clamp and aseptic sight windows to existing standards or to customer specifications.
Carbon Steel: St 52.3 1.0570, ASTM A381-Y52 BS 1775-EXW 23
Stainless Steel: Duplex 1.4462 X2CrNiMoN 22.5 ASTM A182 F51 UNS 31803
Hastelloy C4™: 2.4610 Monel™
Other Materials: Cons
ult Factory
Temperature Range:
- Carbon Steel: +14°F to +572°F
- Duplex SS: -22°F to +536°F
- Hastelloy C4: -76°F to +572°F
- Monel: -22°F to +572°F
| Metal Composition | |||||||||||
| C | SI | Mn | P | S | CR | Mo | Ni | N | Fe | Co | |
| % | % | % | % | % | % | % | % | % | % | % | |
| C.S. | <0.20 | <0.55 | <1.60 | <0.040 | <0.040 | ||||||
| Duplex | <0.03 | <1.00 | <2.00 | <0.030 | <0.020 | 21.0-23.0 | 2.50-3.50 | 4.50-6.50 | 008-0.20 | ||
| Hast.C4 | <0.01 | <0.08 | <1.0 | <0.025 | <0.010 | 14.0-18.0 | 14.0-17.0 | <3.0 | <2.0 | ||
Duplex Stainless Steel
The duplex stainless steels can be thought of as chromium-molybdenum ferritic stainless steels to which sufficient austenite stabilizers have been added to produce steels in which a balance of ferrite and austenite is present at room temperature. Such grades can have the high chromium and molybdenum ferritic stainless steels. In fact, the duplex grades with about equal amounts of ferrite and austenite have excellent toughness and their strength exceeds either phase present singly.
The addition of nitrogen to the newer duplex grades restores the phase balance more rapidly and minimizes chromium and molybdenum segregation without annealing. The new duplex grades combine high strength, good toughness, high corrosion resistance, good resistance to chloride SCC, and good production economy in the heavier product forms.
Compared with type 316, the annealed duplex alloys provide improved resistance to chloride stress-corrosion cracking. Another useful characteristic of the duplex grades is that they typically have yield strengths more than twice the conventional austenitic steels.
In thicker sections, the duplex alloys are more impact resistance than ferritic alloys.
Duplex stainless steels are alloyed with 0.15 to 0.20% Nitrogen. This minimizes alloy element segregation between the ferrite and austenite, thereby improving the as-welded corrosion resistance compared with the type 329 alloy. The nitrogen addition also increases the precipitation of austenite during casting and welding and prevents high-ferrite content in rapidly cooled welds.
Glass
Borosilicate 572°F Maximum temperature gradient through the glass The glass must always be circular and must lie inside (and therefore may not protrude outside) the metal frame.
Chemical Resistance:
- Water resistance according to DIN ISO 719: HGB 1
- Acid resistance according to DIN 12 116: Acid Class 1
- Caustic resistance according to DIN 52 322: Class A2
Advantages of Borosilicate over Soda Lime glass:
- Stronger
- Better pressure and temperature shock endurance
- Higher allowable temperature gradient
- Better resistance in steam and condensate environments
- Readily accepted by approval authorities
Resistance against Chemical Attack
To protect against chemical attack (sodium hydroxide, hot concentrated alkaline solutions, phosphoric acid, fluorine), METAGLAS windows can be supplied with a mica or Teflon film shield.
Repolishing
Contrary to conventional glass discs, which must be discarded, METAGLAS windows which have suffered chemical or mechanical damage (opacity, erosion, scratches) can often be repolished. Consult factory.
Stress Cracks; Air Bubbles
METAGLAS discs may exhibit hairline cracks or contain bubbles. Both are inherent in the manufacturing process but due to the mechanical prestresses neither affects the utility or the security of the glass.
This is in contrast to conventional glass discs, which must be discarded at the first sign of a crack.
6. TEST RESULTS
METAGLAS® products have been tested and approved by safety testing departments of several major chemical and other companies under a variety of conditions, most exceeding those normally encountered in practice.
Some Results:
Pressure and Temperature Cycling
- METAGLAS discs rated 375 psig were successfully cycled 2500 times between atmospheric pressure and 375 psig for 3 months at temperatures from 68°F to 428°F.
- A METAGLAS flange rated 150 psig was successfully cycled from atmo-spheric pressure to 150 psig every 3 seconds during six hours, then to 220 psig every 3 seconds for one hour.
- Cycling a METAGLAS flange rated at 150 psig ten times in air between room temperature and 572°F resulted in only a slight change in the vacuum tightness of the glass-to-metal bond from an initial 1 x 10-8 to 5 x 10-8/ Sec. Torr. Overpressurizing
- Gradual overpressurizing of a METAGLAS flange rated 100 psig resulted in slight crack formation in- side the glass at 1200 psig ; however, the glass remained leaktight. At 1950 psig (20 times rated pressure) thin layers of glass began to separate, but the glass remained leaktight.
- A METAGLAS flange rated 150 psig was pressurized to 5700 psig (38 times rated pressure). Same result; surface cracks, but leaktight.
Impact Testing
An impact of 36 Nm (maximum capacity of the test apparatus) on a 15mm thick METAGLAS disc using a 3-kg drop hammer resulted in local pitting of the glass which affected neither its functioning nor its tightness. By contrast, an impact of 15 Nm on a conventional glass disc resulted in complete shatter.
Bending
A 20mm thick METAGLAS disc was mounted between flanges using 2mm thick IT-300 gaskets plus one short 2mm thick gasket fragment to create unevenness. Tightening the flanges with bolts and nuts with a torque of 130 Nm resulted in cracks in the glass, but the glass remained leak-tight. The same test repeated with loose glass discs resulted in complete shatter between 40 and 55 Nm.
Erosion
After being agressively eroded from a thickness of 15mm to 6mm, a METAGLAS safety glass disc resisted bursting pressure of 1,230 psig before the gasket failed.
7. INSTALLATION
METAGLAS® discs Installation practice for conventional glass discs between flanges applies except:
- Use of a gasket between disc and cover flange is optional, not mandatory.
- A torque wrench is not required as over torquing will not damage disc. Flat-faced METAGLAS flanges(with holes) Weld pad, vessel or pipeline flange to which this type of METAGLAS disc is to be bolted must be flat-faced with full gasket or with groove and o-ring gasket. Failure to meet these conditions by bolting to a raised face flange will inevitably result in glass cracks due to excessive bending moments. Bolts and nuts should be tightened crosswise (like the wheels of an automobile); a torque wrench is not required.
8. REWORKING
Altering the shape of a METAGLAS sight window, such as drilling holes, turning, etc. can lead to excessive build up of heat or disturbance of the metal/glass equilibrium, and therefore is discouraged. If it cannot be avoided, consult factory before proceeding.
Preferred practice is to fully specify a METAGLAS design, including any and all holes, with the inquiry and subsequently with the order. This is because the physical properties of these products are a function of the stresses created between the glass and the surrounding metal due to differences in their thermal coefficients of expansion. These stresses are composite and among others include radial compressive and circular tensile stresses in the metal.
The absolute strength of a METAGLAS product therefore is a function not only of glass diameter and thickness but also of the dimensions and shape of the surrounding metal. Changing the shape or dimensions of the metal may disrupt the stress patterns. This may destroy crucial product characteristics such as pressure rating and must be avoided. Inclu
ded, for example, are drilling of holes in the finished product, altering the size or nature of existing holes (e.g., converting smooth-bore to tapped or vice versa), machining or otherwise removing some of the metal, etc.
9. ACCESSORIES
METAGLAS sight windows may be equipped with accessories such as sight lights, window wipers, etc. However, any intended accessory should be specified with the METAGLAS order to allow for pre-drilling of the METAGLAS ring (see section; REWORKING).
10. PRESSURE TESTS BY MANUFACTURER
On request, and for a fee, METAGLAS sight windows can be pressure tested at the factory at room temperature, in the presence of either a factory inspector or an inspector of an outside, authorized inspection agency. Unless specified differently, pressure tests will be performed at 4/3 x rated operating pressure and the outside inspection agency will be TÜV.
11. MATERIAL CERTIFICATES
Standard flat flanges and discs, S/S 1.4462, are normally furnished with material analysis certificate A according to DIN 50049. All others can be furnished with material certificate DIN 50049.2.2., 3.1A or 3.1B upon request with an added fee.
12. APPROVALS
Standard flat flanges and discs, S/S 1.4462, are normally furnished with material analysis certificate A according to DIN 50049. All others can be furnished with material certificate DIN 50049.2.2., 3.1A or 3.1B upon request with an added fee.
METAGLAS Standards and Approvals
Manufactured in Accordance with the Following Standards:
- DIN7079 (Glass Fused to Metal
- AD Guidelines WO/TRD 100 (European Technical Rules For Pressure Vessels)
- TÜV Approved
- ASME BPE-1997 (Bioprocessing Equipment)
- EN10204 Inspection Documents For Metallic Products
- Glass (Borosilicate to DIN7080)
- ISO 9001
Manufactured with Approval From the Following Organizations:
- Factory Mutual
- TÜV Approval for Pressure Ratings up to 600 PSIG
- Cenelec EEx
- CE
- Canadian Province Registration Numbers
- Alberta Boilers Safety Association OF6097.52
- Ontario Boilers And Pressure Vessels .Safety Division OF6097.5
- Quebec, Boiler & Pressure Vessels Act. OF6097.56
13. APPLICATIONS
- Chemical process vessels and piping systems.
- Aseptic sanitary pharmaceutical & food processing vessels and process lines.
- Measurement and control systems
- Impact resistant light shields for offshore platforms
- Suitable for retrofit
14. DRAWINGS AND ADDITIONAL TECHNICAL INFORMATION
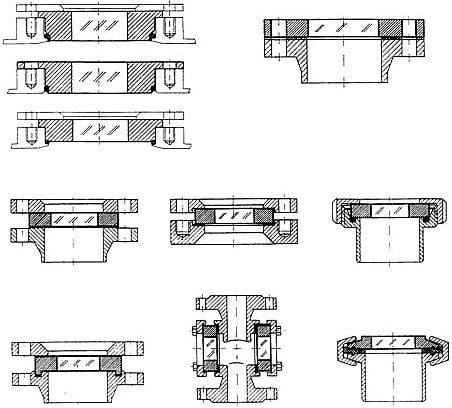
Examples of Standard METAGLAS Installation Configurations
Comparison of Degradation of Borosilicate vs. Soda Lime Glass in Water

In investigating for chemically induced disintegration of Soda Lime and Borosilicate Glass, it was found that Borosilicate was much more resistant.
This occurred not only at slightly acidic conditions (pH 6), but also when the pH was raised to a value of 10 (alkaline). As shown on the chart, the degradation of Soda Lime glass is 10 times greater than that of Borosilicate glass. This considerable divergence in resistance properties begins at 134°C, the initial temperature in the study.
Translated from “VGB KRAFTWORKSTECHNIK”, Dr. A. Peters, Feb. 1979
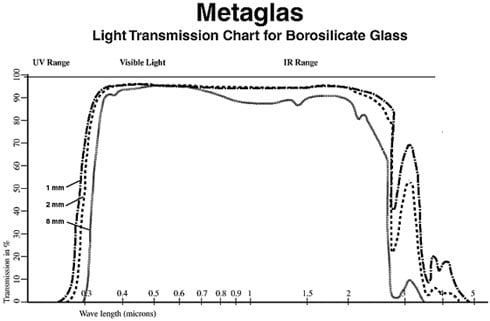
METAGLAS Light Transmission Chart (Borosilicate Glass)
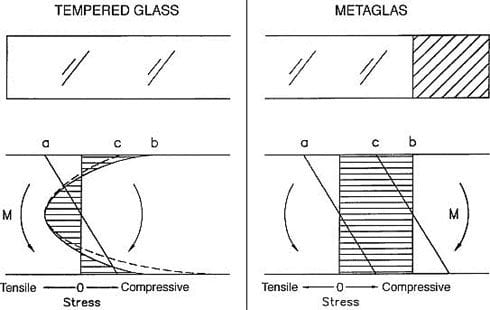
Comparison of Bending Moment Stresses METAGLAS vs. Conventional Glass
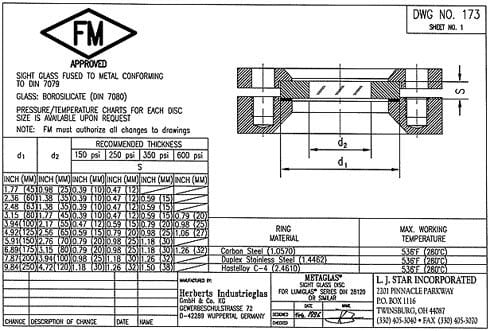
METAGLAS Sight Glass for Weld-On DIN 28120 (Drawing 173)
METAGLAS Sight Glass for Raised Face ANSI Bolt-On (Drawing 176)
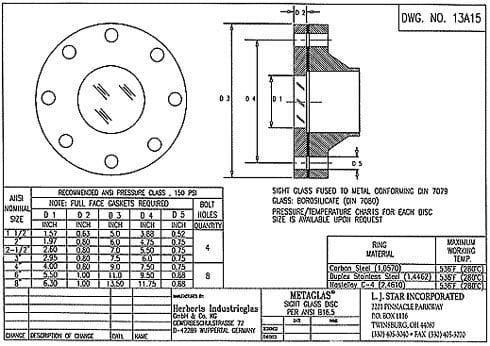
METAGLAS Sight Glass for Flat ANSI Bolt-On (Drawing 13A-15)
METAGLAS Sight Glass for Visual Flow Indicators (Drwaing 177)
METAGLAS Sight Glass for Sanitary Clamp Connection (Drawing 180)
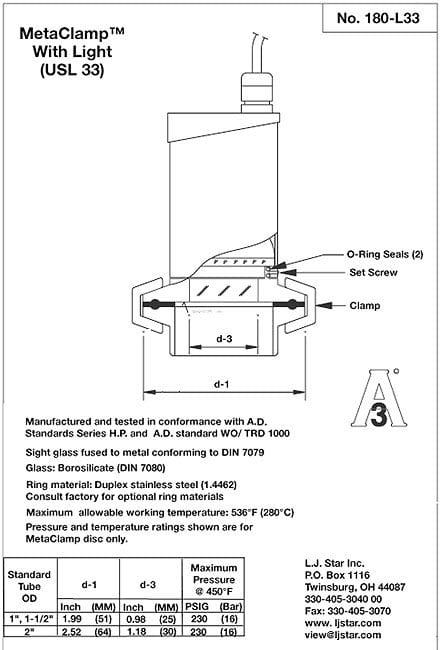
METAGLAS Sight Glass for Lumiglas Light USL 33 (Drawing 180-L33)
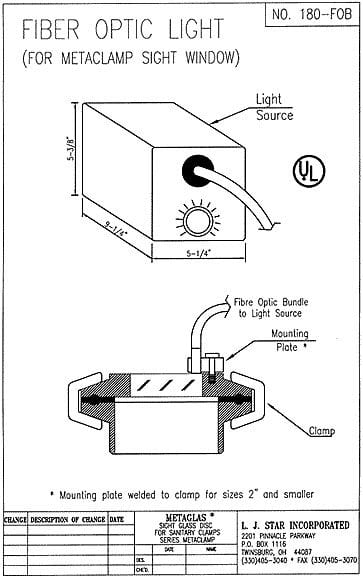
METAGLAS Sight Glass for Fiber Optic Light (Drawing 180-FOB)
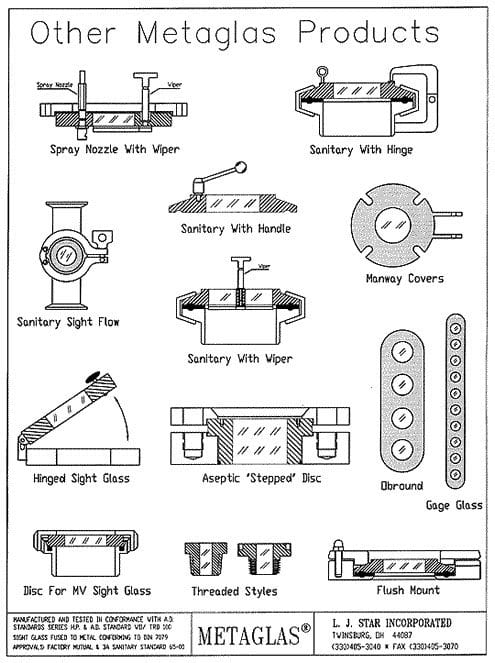
A Selection of Other METAGLAS Products and Configurations
15. FM TESTING
Pressure Test
Each sample will be subjected to a pressure test using hydraulic fluid as the pressure medium. The sample will first be heated to its rated temperature. When the temperature is achieved, a pressure of 400% of rated pressure will be applied and held for five minutes. During the five minute period the heat source will be removed. The glass lens shall not break during test and the rated pressure must be retained.
Impact Test
Following the pressure test, each sample will be heated to the rated temperature. The heat source will be removed, the sample will be pressurized to 100% rated pressure and a 0.5 kilogram ( 1.1 pound ) steel ball will then be dropped onto the glass lens from a height of 5 feet ( 152 cm ). At the end of this test, cracks in the glass lens are allowed, but, there shall be no loss of pressure when the sample is hydrostatically pressurized to 100% of the rated pressure.
Thermal Shock Test
Following the impact test, each sample will be heated to the rated temperature. A stream of room temperature water at a minimum pressure of 40 psig will be directed onto the glass lens for 1 minute. During this time the heat source will be removed. Cracks in the lens are allowed, but there shall be no loss of pressure when the sample is hydrostatically pressurized to 100% of rated pressure at the end of the test.
July 1990
16. HISTORY
History of METAGLAS
Borosilicate Glass Fused To Stainless Steel
“The Safest Sight Glass In The World”
Because of their expertise in the glass and paint fields, the Herbert’s companies worked together to develop glass beads in paint. This new paint was used for reflective road stripes and road signs. During the 1970’s, Herbert’s decided to expand the glass products division to include sight glasses for pressure vessels.
At the beginning, they offered conventional plain glass windows to the various chemical companies in Europe. Due to the risks involved with using conventional sight glass windows, Hoechst-Celanese contacted Herbert’s and asked them to develop a safer sight glass. At first, Herbert’s proposed the commonly known styles of safety sight windows, such as dual glass windows, windows with Plexiglas shields and glass with laminated wire or two pieces of glass laminated together.
Herbert’s Industrieglas was in the business of glass making for years; their main products included test tubes, beakers and other blown glass products. The family was also in the paint manufacturing business for many years, and in the 1970’s, sold the paint division to Hoechst-Celanese, who in 2000 sold it to Dupont.
It was later determined that even though these designs offered a slightly higher degree of safety, the glass was still susceptible to failure. It was at this time that Herbert’s, in cooperation with Hoechst-Celanese, started to experiment with fusing glass to metal. Although this technology had been known for some time, it was primarily done with materials that were not suitable for the chemical processing industry, such as Soda Lime Glass. Due to the enormous costs involved in developing this new safety sight glass, Herbert’s was forced to ask Hoechst-Celanese for assistance.
As time went on, and costs continued to mount, it was determined that more help in developing this product was required. Herbert’s, with the assistance of Hoechst-Celanese, then contacted Bayer AG and BASF. With the assistance in funds, testing, and technical help, these three large chemical companies became instrumental in helping develop what is known today as METAGLAS. Their reasons for assisting in the development were purely personal – they wanted safe sight glasses in their facilities, where there would be no risk of injury or failure. As the METAGLAS became more and more popular, it was decided that a DIN standard was needed for the process of manufacturing- Bayer AG helped write this standard, now known as DIN7079.
Since it’s beginning, METAGLAS has been known as the safest sight glass in the world. Other approvals on the METAGLAS include Factory Mutual, ATEX, Cenelec EEx, CE, Alberta Boilers Safety Association, Ontario Boilers and Pressure Vessels Safety Division, and Quebec Boiler and Pressure Vessel Act. METAGLAS is manufactured in accordance with TUV, ISO9001, AD guidelines WO/TRD 100 (European Technical Rules For Pressure Vessels) and ASME BPE-1997 (Bioprocessing Equipment).
17. PRECAUTIONS REQUIRED USING NON-METAGLAS® WINDOWS
Use and Care of Standard Sight Glass Windows
(Non-METAGLAS types)
Important Excerpts from Corning Glass Works Maintenance Instructions, SG-Use & Care-86
Warning
Improper installation or maintenance can cause glass breakage which may result in bodily injury. Wear safety glasses when looking through a sight glass on operating process equipment.
- < b>DO NOT reuse any glass, gasket or cushion.
- DO NOT attempt to clean glass or adjust cover plate bolts while unit is in operation.
- DO NOT use glass that is scratched or chipped.
- DO NOT bump, impact or scratch the glass.
Once a sight glass has been removed from its mounting in process equipment or a boiler, regardless of the reason for removal, discard the glass and substitute a new piece. Used sight glasses may contain hidden damage and present safety risks.