-
Surface Finish Charts
Surface Finishing: Mechanical Polishing and ElectroPolishing
Machining and Mechanical Polishing
Mechanical polishing or machining leaves numerous surface scratches which cause areas of differing electrical potential due to surface stresses. An electropolished surface is essentially balanced.
Local corrosive cells cannot be set up, because the local galvanic differences caused by polishing stresses in the stainless surface have been eliminated.
The most effective method of eliminating burrs, folds, inclusions and other abnormalities is through Electropolishing. This electrolytic process, the opposite of the plating process, is designed to remove metal without smearing or folding. Peaks are dissolved more quickly than valleys as a result of the greater concentration of current over the protuberances. This action produces a smoothing and rounding of the surface profile. Due to the rounded profile, electropolished surfaces are far easier to clean than surfaces mechanically polished alone.
Surface Finish Standards
Measuring and specifying surface finish has, until recently, been left to a varying amount of speculation. The number of different surface finish standards being used by different equipment manufacturers has created a great deal of confusion and misunderstanding throughout the industry.
Increasingly stringent specifications are now being demanded for the surface finish on all items of process equipment in the pharmaceutical and biotechnology industries and many suppliers of valves and pipe work are now quantifying the surface roughness of their product.
The specification of grit reference cannot be equated to a consistent surface finish. Variables affecting the resultant finish are grit size, tool load, condition of the tool, feed rate, traverse rate condition of metal to be polished and lubricant used, if any.
For precise and consistent results, the surface finish should be specified in a range or maximum level of roughness average (Ra). This is normally expressed in micrometers (Microns) or microinches.
Micron or microinch values expressing surface finish as roughness average (Ra) are interchangeable with those identified as (CLA) centerline average or arithmetic average. Measured values expressed as (RMS) root mean square will read approximately eleven percent higher than values expressed in Ra. (Microinches x 1.11 = RMS). For surface roughness measurements, BBS-Systems utilizes a surface measurement instrument. The surface finish can then be described using the roughness average (Ra) parameter. The Ra value is the average value of the departures from its centerline through a prescribed sampling length.
The increasing purity requirements in the pharmaceutical and biotechnology industries require surfaces in contact with the product to have finishes that meet BPE standards. With the advent of ASME/BPE, the Pharmaceutical and biotechnology industries finally have a surface finish standard that can be universally applied.
Some values of surface finish
| Standard Grit (reference only) |
Ra µin | Ra µm | RMS µin | RMS µm |
| 150 | 27 – 32 | 0.68 – 0.80 | 30 – 35 | 0.76 – 0.89 |
| 180 | 16 – 23 | 0.46 – 0.58 | 20 – 25 | 0.51 – 0.64 |
| 240 | 14 – 18 | 0.34 – 0.46 | 15 – 20 | 0.38 – 0.51 |
| 320 | 8 – 10 | 0.21 – 0.25 | 9 – 11 | 0.23 – 0.28 |
Grit: Measures the number of scratches per linear inch of abrasive pad. Higher numbers indicate a smoother surface
RMS: defined as Root Mean Square roughness, this method measures a sample for peaks and valleys. Lower numbers indicate a smoother finish
Ra: Known as the arithmetic mean, this measurement represents the average of all peaks and valleys. Lower numbers indicate a smooth finish
 |
Industry Leading Safety Relief Valve Solutions for Critical Process Applications |
Electropolishing
Electro polishing is a process combining electric current and chemicals to remove surface material; it is the most effective method of removing burr, folds, inclusion and other abnormalities. Peaks are removed quicker than valleys because of the concentration of current on the peaks. This process leaves the surface extremely smooth and is far easier to clean by reducing the total area required to be sterilized. This electrolytic process is frequently specified because of the broad range of inherent benefits over mechanical polishing alone.
The inherent benefits of Electropolishing subsequent to mechanical polishing are as follows:
- Superior surfaces for cleaning and sterilization.
- Resultant passivated surfaces enhance corrosion resistance.
- High luster reflective appearance.
- Elimination of smeared or torn surfaces caused by abrasive finishing
- Removal of inclusions and entrapped contaminants such as lubricants and grit particles.
- Increased corrosion resistance
- Cleaner surface of the “wet contact” areas
- Removal of surface occlusions
- Reduce surface friction
Electropolishing also greatly reduces the total surface area to be cleaned and sterilized.
| Surface Finish Comparison | ||||
| RMS (Micro-inch) |
RMS (Micron) |
Ra (Micro-inch) |
Ra (Micron) |
Grit Finish |
| 160 | 4.06 | 142 | 3.61 | 36 |
| 98 | 2.49 | 87 | 2.21 | 60 |
| 80 | 2.03 | 71 | 1.80 | 80 |
| 58 | 1.47 | 52 | 1.32 | 120 |
| 47 | 1.20 | 42 | 1.06 | 150 |
| 47 | 1.20 | 42 Before Bead Blast |
1.06 | USDA Bead Blast |
| 34 | 0.86 | 30 | 0.76 | 180 |
| 21 | 0.53 | 19 | 0.48 | 220 |
| 17 | 0.43 | 15 | 0.38 | 240 |
| 14 | 0.36 | 12 | 0.30 | 320 |
| 10 | 0.25 | 9 | 0.23 | 400 |
| 5 | 0.13 | 4 (+/-) | 0.10 | Mirror |
Looking for quality tank components to go along with your process observation solution?
Visit our sister company Tank Components Incorporated (TCI)


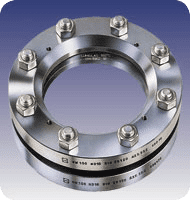
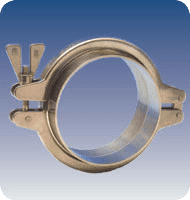
L.J. Star offers sight glasses, sanitary fittings, and visual flow indicators in a wide range of surface finishes.



Whether you’re in pharmaceutical, food and beverage, or any other high-purity industry, understanding the intricacies of surface finishes is crucial. Contact us for more information: