-
METAGLAS® Sight Glass Design
Process Observation Sight Glasses No Longer Need To Be The Weakest Link
–Andy Obertanec, VP, Technical Director L.J. Star, Inc.

In many industrial processing facilities sight glass failures are a major concern for both engineering and management personnel. Such failures are costly in that they disrupt production and waste valuable process fluids, and there are also the costs involved with cleanup and repairs.
In just three recent incidents, two involving chemical processing facilities and one at a pharmaceutical plant, sight glass failures were responsible for more than $67 million in damages, plus $1.5 million more in lost business. More devastating, however were the losses that cannot be measured in dollars and cents – in these three incidents, 28 people lost their lives.
At another plant a worker was inspecting a process fluid through a sight glass window when he reached down to pick something up from the floor. At that moment the sight glass failed catastrophically, with no apparent cause or warning. The worker was sprayed with broken glass and hot caustic fluid, causing third degree burns to his arms and chest. He was fortunate that in bending over he had turned his head so his face and, most importantly, his eyes were protected from the blast.
No Easy Solutions
Because of incidents such as these, some companies have ordered operating personnel to completely remove sight glasses from their process systems! Unfortunately, eliminating sight glasses sacrifices process control. The original process designers specified them for good reason: The added assurance of determining level, inspecting sanitation, witnessing mixing, viewing a reaction, or verifying flow can significantly decrease the risks of serious production problems by allowing more precise and more timely process control.
The problem, then, is finding a way to obtain the benefits of being able to view process fluid without risking the cost and danger to workers involved in a failure of the glass window. Until recent advances in sight glass technology made essentially failure-proof sight glasses possible, the only options to standard sight glass designs were less than completely effective in preventing costly failures and, often, significantly less effective than standard windows in terms of process observation capabilities. Among the approaches that have been explored are double-glazing, use of smaller and thicker glass windows, using windows with external or cast-in metal or plastic reinforcing screens, and laminated windows. None of these fixes have been entirely successful, however, and most have imposed significant limitations for operating personnel.
Back to Basics
The most effective approach to the use of conventional sigh glasses has proven to be the simplest…and the most difficult: proper design, proper installation and proper maintenance, or the use of the new mechanically prestressed window design where applicable. Given proper application and maintenance of conventional borosilicate glass windows and, especially, with the availability of new technology, sight glasses no longer need to be the weakest link in a process-fluid system.
To understand the challenges sight glasses face and how they can be made to serve and survive in process-observation applications, as well as when and how the new technology can be applied to good effect, we need to review some of the characteristics of sight glasses in general.
There are many different types of glass, soda-lime being the type used in most noncritical applications. Tempered soda-lime glass, often under the brand name Pyrex, provides resistance to thermal shock. In industrial use we often encounter quartz and sapphire too; but the most common choice for sight glass windows, especially in chemical, biotech and pharmaceutical processing, is borosilicate. So, for this discussion, we will concentrate on it.
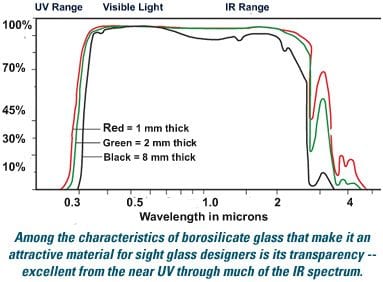
Most of the characteristics of borosilicate glass that make it so attractive to the designers of process systems are to be found in its basic chemical and mechanical specifications. These include temperature capabilities to 500 °F, broad-spectrum corrosion resistance, low thermal expansion, and, of course, the main reason for its use – the fact that it is virtually colorless and provides excellent transparency.
Another important characteristic of borosilicate glass is its mechanical strength. Most people, even some engineers, don’t realize that glass is one of the strongest composites in the world – even stronger than steel in some respects! The compression strength of glass is excellent, about 200 thousand pounds per square inch, but the tensile strength is even more remarkable.
The tensile strength of virgin, untouched glass is 1 million pounds per square inch. Steel, on the other hand, has a tensile strength of only 60 thousand pounds per square inch. It might be surprising, then, that a sight glass almost always fails under tensile stress rather than during compression. (In this it is similar to concrete).
The reason for this seeming anomaly is that glass is not ductile; it cannot stretch under tensile stress as steel does. Therefore, even very tiny imperfections in a glass window will create stress concentrations around those imperfections. In fact, just the touch of a finger can reduce tensile strength of a virgin glass element from 1 million pounds per square inch to 1 thousand pounds per square inch.
Unfortunately, another basic characteristic of any form of glass lies in its mode of failure under mechanical stress. When it fails, the failure is typically sudden and catastrophic. Research has shown that glass cracks at 5 miles per second. That translates to something on the order of Mach 24, literally faster than a speeding bullet! At that rate you could travel from New York City to Los Angeles, and back, in approximately 15 minutes. (No meals, no movie.)
Failure By Design
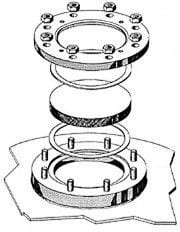
Because of this extreme sensitivity to imperfections, there are several factors that will contribute to sight glass failures. First is improper design. A cover flange, or hold-down flange, that is too thin will bend during bolt tightening, creating a bending load on the glass. This can crack the glass, creating a hazard even before the system is in operation. Worse, this situation may easily go undetected prior to start-up since the cracks may be almost invisible and the cover flange might completely cover them. Even the
use of a flange of proper thickness can cause cracks if it has too few bolts, thus creating point-loads from uneven compression on the glass.

Still another design flaw may be a cushion gasket that is too soft or too thick for a particular application. Under pressure, this will create a bending load on the glass that translates to tensile stress on the surface of the glass. Here again, we have the opportunity for an undetectable hazardous situation to be created even before start-up.
A third and more obvious design flaw is inadequate glass thickness. This can lead to failure if the internal pressure exceeds the maximum pressure capability of the glass. Mis-specified glass thickness can occur as a result of the use of an incorrect coefficient, improper formula or a miscalculation of the unsupported glass diameter.
An exceptionally difficult-to-discover flaw in a sight glass is one that is created during the manufacturing of the sight glass components. For example, the lower and upper flanges, and even the glass, may not have flat and parallel surfaces as a result of out-of-tolerance manufacturing. Such flaws are difficult to detect in the plant simply because most are not visible to the naked eye. Yet they will still impose a bending load on the glass and make failure a likely event.
Costly Mistakes to Avoid
While design flaws are an important consideration, an even more common cause for the failure of a conventional sight glass is improper installation. One example of this is overtightening the bolts or uneven torquing. Both produce bending loads on the glass and can potentially result in cracking.
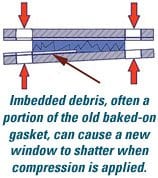
Frequently too, trapped debris creates a problem when replacing an existing window and the old gaskets have become baked onto the flanges. If any of this debris is left behind and trapped under the new installation, a very dangerous situation results. Even the smallest dirt particles or product spill buildup can be enough to scratch, pit or bend the glass as it is installed.
At best, replacing a standard-design sight window can be a trying experience. In a recent case, a chief engineer reported that four pieces of conventional glass were needed during one installation – on the same sight port. One window had to be removed and discarded because trapped debris was discovered, two more fell victim to over-torquing and one was damaged by simple mishandling.
The good news in this case was that all four mistakes created enough damage to alert the engineer to the problem. If the damage were subtler and had gone unnoticed the circumstances could have been much worse at start-up.
Operating and Maintenance Mistakes
A completely avoidable cause of glass failure is incorrect use and mishandling after installation. It is an unhandy fact that the lip of a sight port is often the only handy place on the dished head of a vessel where a wrench won’t slide down onto the floor. Inspectors often rub the glass with their gloved hands, leaving more and more tiny scratches that progressively weaken the glass. And, for reasons quite beyond understanding, workers do sometimes tap on the glass with their fingers or with tools…perhaps thinking that this will somehow speed or improve the processing.
The fact is that any abrasion or mechanical impact on a glass window can cause or set the stage for later failure. It might create hardly visible scratches or pitting, or just a slight depression in the surface. But this is enough to produce a stress concentration point. (This effect is essentially identical to that which is used when glass is cut. A glasscutter scores the glass, creating a small depression in the surface. Then, a bending moment breaks the glass along the scored line.)
Even defects too small to be seen by the naked eye can create these stress concentration points. In and of themselves, of course, small scratches and impacts may not cause a failure since a bending load is required to open these cracks, but they do significantly reduce the mechanical capabilities of the glass.
Another common misuse of glass often occurs during maintenance and inspection when the glass is removed and then replace…however carefully. It is absolutely essential to system safety and reliability that when conventional glass discs and gaskets are removed from the sight glass assembly they must never be re-used. The source for this guideline is no less than the most prominent manufacturer of glass for industrial use, borosilicate included, Corning Glass Works. Their “Sight Glass Use and Care Manual” specifically says that because compressing the glass between two flanges will create scratches and pitting in the glass, the disks should be discarded after disassembly of the sight glass assembly. (A copy of this manual can be ordered on-line at www.ljstar.com, in the literature library or by contacting the author).
Service-Related Failures
Barring mishandling in installation or maintenance, sight glass failure can often be traced to one of three operating conditions: thermal shock, overpressure or corrosion / erosion of the glass disk… or all three.
Thermal shock can occur in various ways. First, and most common, is an instance when ambient temperatures are low and system start-up causes a quick rise in temperature. If the inner surface of the glass expands faster than the outer and if the effect is great enough, the surfaces will move against each other until the glass cracks. Another thermal shock scenario happens during external wash-down cleaning: in this instance a cold liquid sprayed on a hot sight glass, quickly cooling the outer surface and creating stress between the inner and outer surfaces. Heat generated when a high wattage luminaire is turned on and off can also cause thermal shock.
A less obvious type of thermal shock is called shadowing. This happens when the area of glass that is protected and sealed by the gasket and flanges is not directly exposed to the heat or cold of the processing. The “shadowed” area remains closer to ambient temperature while the exposed viewing area sees temperatures near that of the product. This temperature difference within the glass will produce opposing forces that may exceed its limitations. Again, the result is failure.
Sight glass failure due to over-pressurization is more common than one might think. Even though there are safety devices in place to relieve a dangerous increase in pressure, they may not eliminate the initial burst of pressure quickly or thoroughly enough to prevent damage to the sight glass.

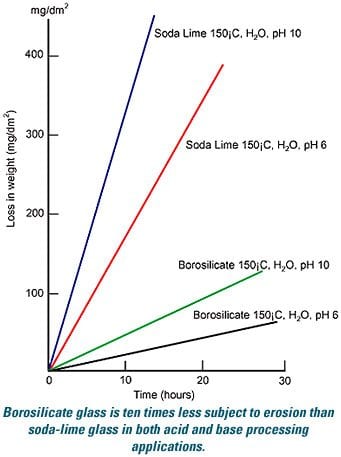
Degradation of the glass over a period of time through corrosion and erosion is also common. Chemicals, or even just water, will
corrode glass to some extent – it’s unavoidable. Superior resistance to chemical attack is one of the major reasons that borosilicate glass is the preferred sight glass material in most service. A similar type of degradation is erosion, the continuous friction-wear from the process product moving against the glass. Erosion and/or corrosion will, in time, etch the glass and weaken it considerably. The only recourse is periodic inspection and replacement when necessary.
An Alternative Approach
An increasingly popular alternative to standard glass windows is the use of mechanically prestressed glass, a new design that avoids most of the failure modes of standard windows by its inherent design characteristics.
A mechanically prestressed window consists of a stainless steel ring encompassing a borosilicate glass disc. The steel ring applies a uniform radial compression to the glass – which is the key to its success. To achieve this phenomenon, several things must take place during the manufacturing process. First, during the heating process, the metal ring expands while the glass melts within the void in the metal ring. Then the temperature is elevated to the temperature where the glass and the metal ring are fused together.
Next, the unit is cooled and the glass hardens. As the cooling continues the metal ring attempts to shrink back to its theoretical size, but the hardened glass prevents this from occurring. The glass also shrinks as it cools, but at a slower rate than the metal ring since it has a lower coefficient of expansion. In this way the desired result is accomplished; the metal ring is in tension and the glass is in uniform radial compression.
The reason that this radial compression improves the performance of the glass is that it prevents tensile stress from affecting the glass. This happens because it is almost impossible that tensile stress would overcome the strong compressive stress. In other words, the glass will almost never expand beyond its natural state. In effect, then, under strong compressive forces the glass becomes elastic.
The metal ring, too, contributes to the failure-resistance of a mechanically prestressed window since it effectively isolates the glass element from any effects that might be caused by the mounting. When a mechanically prestressed window is installed, sealing pressure is applied to the metal ring, not the glass.
As a result, the common dangers of imposing destructive bending loads by over-torquing the bolts, by improper design of the cover flange or gasket, or by the inclusion of trapped debris are all virtually eliminated by the metal ring. The effect is similar to clamping a metal bar in vice. The steel ring of the mechanically prestressed window is sandwiched between two metal flanges. A thin seal gasket is placed between the two, of course, but for all practical purposes we have metal-to-metal contact with no stress on the glass.
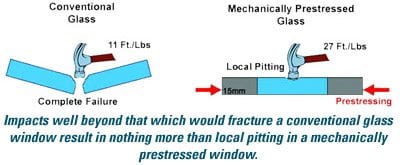
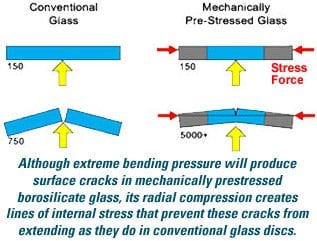
Even stronger bending forces may extend beyond the metal ring into the glass, of course. And under such stress, if it were not compressed, the glass would simply shatter. But as long as the compressive force of the steel ring is greater than the tensile stress on the glass, the glass remains elastic and able to tolerate the bending force. Taken to the extreme, as bending force increases the tensile stress will ultimately exceed the compressive force. But even then the mechanically prestressed window does not shatter. What finally happens is the surface stretches beyond its elastic capability and small cracks begin to develop, usually very near the surface. Such cracks can interfere with visibility, but the integrity of the window is not compromised. The subsurface glass is still under compressive stress and can withstand the pressures it was designed for.
Over-pressurization creates a similar situation. Pressure on one side of the glass creates a tensile stress on the opposite side. Usually, tensile stresses don’t overcome the compressive stresses. However in the unlikely event the overpressure is so great, maybe 30 times its design pressure, the tensile forces do overcome the compressive forces. In this case the glass actually bows outward very slightly. The outer surface stretches, and the result is the same as when bending pressure is applied: there is cracking on the outer surface but the disc remains completely leak-tight with no sacrifice of integrity.

The possibility of thermally induced damage to a mechanically prestressed window is also minimal. A sudden change in temperature develops compressive stresses in the hot areas and tensile stresses in the cooler areas as it would in ordinary glass windows. However, the elasticity of the compressed glass allows greater movement without cracking and, further, the heat-sink effect of the metal ring helps protect the glass from thermal excursions.
In Conclusion
The conclusion one must reach from a close examination of current experience with conventional sight glasses in process observation applications is that their benefits almost always far outweigh the risks they impose, but with
this important proviso – it must be a given that the sight glass will be properly designed, properly installed and properly maintained. Failing this, a very costly and potentially dangerous situation can result.
Also, it is becoming increasing clear that, for reasons of both safety and ongoing maintenance cost saving, mechanically prestressed windows should be considered for many applications. Among these are applications where the value of the product that would be lost or contaminated by a sight glass failure is significant, where a process fluid spill would cause a dangerous or environmental regulation problem, where the sight glasses must be removed periodically for cleaning or access, where elevated pressure and/or temperatures might be involved, or when the cost of a service interruption would be significant.